



















































ເບິ່ງ: 0 ຜູ້ຂຽນ: ບັນນາທິການດັດແກ້ເວັບໄຊ Publish ເວລາ: 2025-07-18 ຕົ້ນກໍາເນີດ: ສະຖານທີ່








 ແຫຼ່ງຮູບພາບ: ນົກຍິບ
ແຫຼ່ງຮູບພາບ: ນົກຍິບ
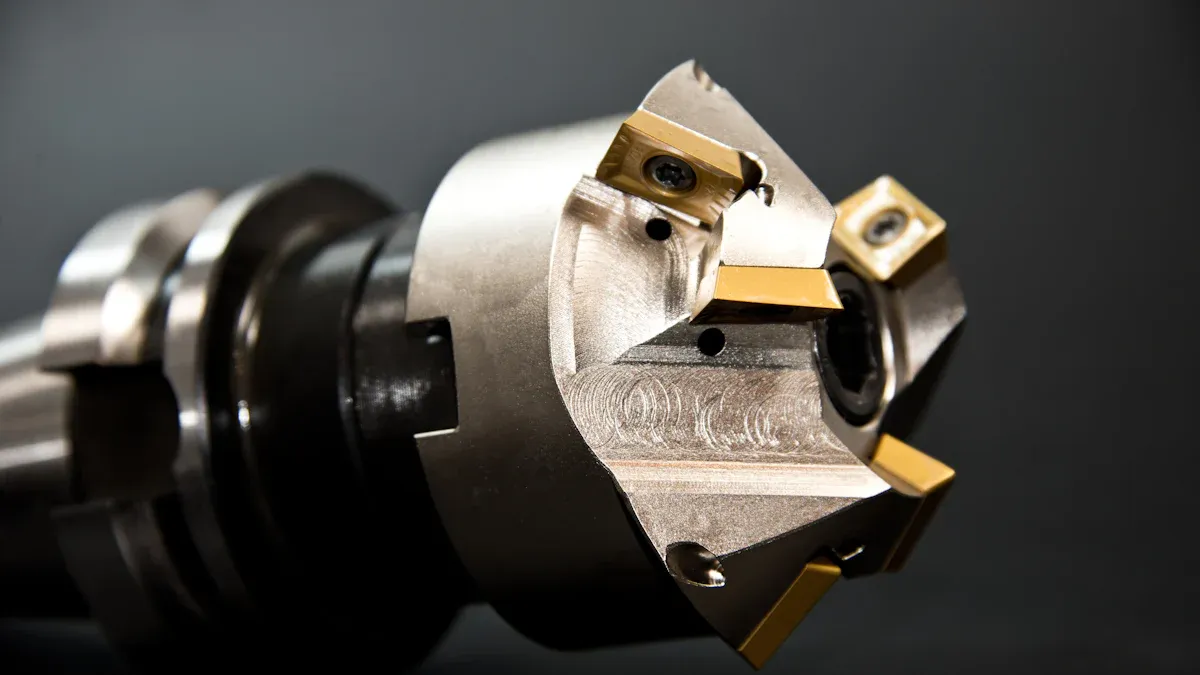
ໂຮງງານໃນປາຍທີ່ຫຍາບຄາຍແມ່ນເຄື່ອງມືທີ່ມີຄວາມຊ່ຽວຊານທີ່ໃຊ້ໃນການຜະລິດວັດສະດຸທີ່ມີປະລິມານຫນ້ອຍຫນຶ່ງອອກຈາກບ່ອນເຮັດວຽກ. ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍນີ້ມີຂອບທີ່ຫຍາບຄາຍ, ມີຄວາມສຸກທີ່ມີຮ່ອງເລິກເຊິ່ງທີ່ຊ່ວຍໃຫ້ການແບ່ງຊິບແລະຍ້າຍພວກມັນອອກຈາກພື້ນທີ່ຕັດ. ການນໍາໃຊ້ໂຮງງານໃນຕອນທ້າຍທີ່ຫຍາບຄາຍຊ່ວຍໃຫ້ທ່ານສາມາດຕັດໄດ້ໄວກ່ວາທີ່ມີເຄື່ອງມືທີ່ມີຄວາມຫຍາບຄາຍ, ເຮັດໃຫ້ທ່ານສໍາເລັດຂັ້ນຕອນໃນຕອນເລີ່ມຕົ້ນຂອງເຄື່ອງຈັກ CNC ໄວຂື້ນແລະຊ່ວຍປະຢັດເວລາທີ່ມີຄ່າ.
ການຄົ້ນຄ້ວາອຸດສາຫະກໍາສະແດງໃຫ້ເຫັນວ່າໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍປັບປຸງການນໍາໃຊ້ໂດຍ:
ການຕັດວັດຖຸໄດ້ໄວ , ເຊິ່ງສັ້ນເວລາການຜະລິດ.
ຍ້າຍຊິບທີ່ມີປະສິດທິພາບໄປແລະລະບາຍຄວາມຮ້ອນ, ເຊິ່ງຂະຫຍາຍຊີວິດເຄື່ອງມື.
ການເພີ່ມຜະລິດຕະພັນໂດຍລວມໃນຂະນະທີ່ຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍ.
ໂດຍການເຂົ້າໃຈກ່ຽວກັບໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍ, ທ່ານສາມາດເລືອກເຄື່ອງມືທີ່ເຫມາະສົມສໍາລັບວຽກທີ່ທ່ານຕັດແລະເສີມຂະຫຍາຍຜົນຂອງການຜະລິດຂອງທ່ານ.
ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍຈະເຮັດໃຫ້ວັດສະດຸຫຼາຍຢ່າງໄວ. ສິ່ງນີ້ຊ່ວຍໃຫ້ສໍາເລັດບາດກ້າວທໍາອິດຂອງໂຮງສີທໍາອິດ. ແຄມຂອງຂອງມັນແຕກແຍກຊິບເຂົ້າໄປໃນຖັງນ້ອຍໆ. ນີ້ຫຼຸດຄວາມຮ້ອນຄວາມຮ້ອນແລະເຄື່ອງມື. ມັນຍັງຊ່ວຍໃຫ້ຊິບຍ້າຍໄປດີກວ່າເກົ່າ. ເລືອກເອົາຈໍານວນຂຸ່ຍທີ່ຖືກຕ້ອງ, ການເຄືອບ, ແລະຂະຫນາດສໍາລັບວຽກຂອງທ່ານ. ນີ້ຊ່ວຍໃຫ້ເຄື່ອງມືເຮັດວຽກໄດ້ດີກັບເອກະສານຂອງທ່ານ. ໃຊ້ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍສໍາລັບການຕັດທີ່ລວດໄວ. ປ່ຽນໄປໃຊ້ໂຮງສີທ້າຍສໍາລັບເຮັດໃຫ້ລຽບ, ຫນ້າດິນທີ່ແນ່ນອນ. ຕັ້ງເຄື່ອງມືໃຫ້ຖືກຕ້ອງແລະໃຊ້ການຕັ້ງຄ່າຕັດທີ່ດີທີ່ສຸດ. Coolant ຊ່ວຍເຄື່ອງມືທີ່ຍາວກວ່າແລະເຮັດວຽກໄດ້ດີຂື້ນ. ເຮັດຄວາມສະອາດ, ກວດກາ, ແລະເກັບມ້ຽນໂຮງສີທ້າຍທີ່ສຸດຂອງທ່ານເລື້ອຍໆ. ສິ່ງນີ້ເຮັດໃຫ້ພວກເຂົາມີຄວາມຄົມຊັດແລະພ້ອມທີ່ຈະໃຊ້. ຊອກຫາອາການຂອງເຄື່ອງມືໃສ່ແລະສິ່ງລົບກວນທີ່ແປກ. ແກ້ໄຂບັນຫາແຕ່ເລີ່ມຕົ້ນໃຫ້ຢຸດຄວາມເສຍຫາຍຫຼືລົ້ມເຫລວ. ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍທີ່ດີອາດຈະມີລາຄາຖືກຫຼາຍໃນຕອນທໍາອິດ. ແຕ່ພວກເຂົາຍັງຍາວນານແລະຕັດໄວຂື້ນ, ປະຢັດເວລາແລະເງິນ.

ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍແມ່ນໃຊ້ໃນເວລາທີ່ທ່ານຕ້ອງການເອົາອຸປະກອນການຫຼາຍຢ່າງໄວວາໃນການເລີ່ມຕົ້ນຂອງເຄື່ອງຈັກ. ເຄື່ອງມືນີ້ເບິ່ງແຕກຕ່າງເພາະວ່າມັນຖືກສ້າງຂື້ນສໍາລັບວຽກພິເສດ. In factories, a roughing end mill has big, rough teeth and several flutes, usually three to seven. ປລາຊບລັອກເຫຼົ່ານີ້ຊ່ວຍເຮັດໃຫ້ຊິບນ້ອຍຫຼາຍໃນຂະນະທີ່ທ່ານຕັດ workpiece. ວຽກຕົ້ນຕໍຂອງເຄື່ອງມືນີ້ແມ່ນການເອົາວັດສະດຸໃຫຍ່ໆໄປໄວ, ສະນັ້ນມັນເປັນສິ່ງທີ່ດີເລີດສໍາລັບຄວາມຫຍາບຄາຍກ່ອນ.
ໂຮງງານປະຕິບັດທີ່ຫຍາບຄາຍມີ pitch ຫຍາບ , ດັ່ງນັ້ນທ່ານສາມາດຕັດຄວາມພະຍາຍາມຫນ້ອຍລົງ.
ແຄມຕັດທີ່ມີຄວາມຫມາຍຊ່ວຍນໍາເອົາເອກະສານທີ່ເຄັ່ງຄັດແລະທໍາລາຍພວກມັນເປັນຕ່ອນໃຫຍ່.
ຮູບຮ່າງຂອງເຄື່ອງມືຊ່ວຍໃຫ້ທ່ານເອົາວັດສະດຸຫຼາຍຢ່າງອອກມາແລະກຽມພ້ອມສໍາລັບການສິ້ນສຸດ.
ທ່ານສາມາດໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍໃນໂລຫະປະເພດຫຼາຍຊະນິດ, ຄືກັບເຫຼັກ, ເຫຼັກແຕນເລດ, ໂລຫະປະສົມທີ່ມີອຸນຫະພູມສູງ, ແລະໂລຫະປະສົມທີ່ບໍ່ແຂງແຮງ.
ຈໍານວນປຸ້ງຢູ່ໂຄນ, ມຸມຂອງ helix, ແລະ pitch ຫຍາບທັງຫມົດຊ່ວຍໃຫ້ເຄື່ອງມືເຮັດວຽກໄດ້ດີສໍາລັບວຽກຫນັກ.
ເມື່ອທ່ານເລືອກໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍ, ທ່ານຈະໄດ້ຮັບເຄື່ອງມືທີ່ເຮັດເພື່ອຄວາມໄວແລະປະຢັດເວລາ. ມັນດີທີ່ສຸດໃນເວລາທີ່ທ່ານຕ້ອງການສ້າງຮູບຮ່າງຂອງ workpiece ໄວແລະກຽມພ້ອມສໍາລັບການຕັດທີ່ລະມັດລະວັງຫຼາຍ.
ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍແມ່ນໃຊ້ແຂ້ວທີ່ແຂງແຮງຂອງມັນເພື່ອຕັດອຸປະກອນທີ່ຫຼາກຫຼາຍໂດຍໄວ. ທ່ານໃສ່ເຄື່ອງມືໃນເຄື່ອງຈັກຊີເອັນຊີຂອງທ່ານ, ແລະໃນຂະນະທີ່ມັນຫມຸນ, ຂອບທີ່ມີຄວາມຫນ້າກຽດຊັງຂຸດເຂົ້າໄປໃນບ່ອນເຮັດວຽກ. ການປຸ້ງຢູ່ໂຄນແລະສະແດງທີ່ຫຍາບຄາຍໃຫ້ທ່ານຕັດທີ່ເລິກເຊິ່ງແລະໄວກ່ວາໂຮງສີທ້າຍ.
ຂັ້ນຕອນທີ່ຫຍາບຄາຍແມ່ນກ່ຽວກັບການກໍາຈັດວັດສະດຸທີ່ໄວ, ບໍ່ເຮັດໃຫ້ພື້ນຜິວກ້ຽງ.
ການອອກແບບຂອງເຄື່ອງມືຊ່ວຍໃຫ້ທ່ານສາມາດນໍາໃຊ້ອັດຕາອາຫານທີ່ໄວກວ່າແລະການຕັດທີ່ເລິກເຊິ່ງ, ສະນັ້ນທ່ານຈຶ່ງແລ່ນໄປມາໄວກວ່ານັ້ນ.
ແຂ້ວທີ່ມີຄວາມຫມາຍແຕກແຍກຊິບເປັນທ່ອນນ້ອຍ, ເຊິ່ງເຮັດໃຫ້ການຕັດຄວາມກົດດັນແລະຄວາມຮ້ອນ.
ທ່ານສາມາດໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍສໍາລັບຮູບຊົງ, ການສະຫລຸບ, ແລະກົດທີ່ມີຄວາມຫຍຸ້ງຍາກໃນສະຖານທີ່ຕ່າງໆ, ໂຮງງານຜະລິດລົດຍົນ, ແລະຫ້າງຮ້ານຕ່າງໆ.
ໃນເວລາທີ່ທ່ານໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍ, ທ່ານມັກຈະເຫັນເລື້ອຍໆ ຫນາ, ຊິບທີ່ມີຮູບຊົງທີ່ມີຮູບຊົງທີ່ມີຮູບຊົງ ທີ່ກໍາລັງຈະມາຈາກວຽກງານ. ຮູບຊົງຊິບນີ້ຫມາຍຄວາມວ່າເຄື່ອງມືກໍາລັງເຮັດວຽກໄດ້ຖືກຕ້ອງ, ທໍາລາຍວັດສະດຸແລະຍ້າຍມັນໄປ. ບາດກ້າວທີ່ຫຍາບຄາຍຍັງຊ່ວຍໃຫ້ທ່ານພົບບັນຫາໃນວັດຖຸດິບໃນຕອນຕົ້ນ, ສະນັ້ນທ່ານສາມາດແກ້ໄຂຫຼືປ່ຽນແທນຊິ້ນສ່ວນຕ່າງໆ.
ຄໍາແນະນໍາ: ໂຮງສີທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍໃຫ້ທ່ານເອົາອຸປະກອນການເພີ່ມເຕີມໃນເວລາດຽວກັນ, ສະນັ້ນທ່ານຈົບໄວແລະກຽມພື້ນຜິວໃຫ້ພ້ອມທີ່ຈະຕັດສໍາເລັດ.
ຄື້ນຄື້ນຫຼືຄວາມຫມາຍທີ່ມີຄວາມຫມາຍແມ່ນສິ່ງທີ່ເຮັດໃຫ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍເຮັດວຽກໄດ້ດີສໍາລັບຄວາມຫຍາບຄາຍ. ຂອບເຫຼົ່ານີ້ແຕກຊິ້ນສ່ວນຍາວເປັນຊິ້ນສ່ວນນ້ອຍ, ຈັດການກັບຊິ້ນສ່ວນທີ່ງ່າຍດາຍ. ສິ່ງນີ້ຊ່ວຍຄວບຄຸມຊິບແລະຢຸດບັນຫາຕ່າງໆຄືກັບຊິບທີ່ຕິດຢູ່ຫຼືເຄື່ອງມືຕິດເຄື່ອງ.
ຂອບທີ່ໃຊ້ໃນການຊ່ວຍເຫຼືອໃຫ້ຊິບເພີ່ມເຕີມພໍດີກັບປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງຢູ່ໃນປຸ້ງ, ສະນັ້ນ chip ອອກມາງ່າຍຂຶ້ນ.
ການອອກແບບເຮັດໃຫ້ການຕັດຄວາມຕ້ານທານແລະຄວາມຮ້ອນ, ເຊິ່ງຊ່ວຍໃຫ້ເຄື່ອງມືມີຢູ່ດົນກວ່າເກົ່າແລະຮັກສາໃຫ້ລຽບ.
ທ່ານສາມາດໃຊ້ເຄື່ອງ CNC ຂອງທ່ານດ້ວຍຄວາມຫມາຍຊິບແລະອັດຕາອາຫານທີ່ສູງກວ່າ, ສະນັ້ນທ່ານກໍ່ເອົາໂລຫະອອກມາໃຫ້.
ການສຶກສາສະແດງໃຫ້ເຫັນກໍາລັງຕັດດ້ານການຕັດດ້ານລຸ່ມຂອງໂຮງຮຽນຕ່ໍາແລະເຮັດໃຫ້ເຄື່ອງມືທີ່ຫມັ້ນຄົງກວ່າໂດຍການທໍາລາຍຊິບພາລະຂອງຊິບ. ນີ້ຫມາຍຄວາມວ່າຈະມີການສັ່ນສະເທືອນຫນ້ອຍແລະດີກວ່າ.
ຮູບຊົງພິເສດທີ່ສາມາດເຮັດໄດ້ ກໍາລັງຕັດຕ່ໍາກວ່າ 30% , ເຮັດໃຫ້ຫຍາບກວ່າ.
ໃນເວລາທີ່ທ່ານໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍທີ່ມີຂອບຄື້ນ, ທ່ານກໍ່ຈະໄດ້ຮັບສຽງສັ່ນສະເທືອນຫນ້ອຍລົງ. ນີ້ເຮັດໃຫ້ວຽກງານຂອງທ່ານມີຄວາມຫມັ້ນຄົງ, ແມ່ນແຕ່ໃນຄວາມໄວສູງ. ການອອກແບບທີ່ຫນ້າຍິນດີຊ່ວຍໃຫ້ຊິບຍ້າຍຍ້າຍອອກແລະເຮັດໃຫ້ເຄື່ອງມືເຮັດໃຫ້ຮ້ອນເກີນໄປຫຼືສວມໃສ່.
ຫມາຍເຫດ: ຊ່າງຈັກຫຼາຍຫນ່ວຍເວົ້າທີ່ບໍ່ມີຈຸດສຸດທ້າຍທີ່ມີຂອບດ້ານທີ່ໃຊ້ໃນການເກັບກູ້ລະເບີດໂດຍມື, ສະນັ້ນທ່ານປະຫຍັດເວລາແລະຄວາມພະຍາຍາມໃນການເຮັດວຽກທີ່ຍາວນານ.
ໃນເວລາທີ່ທ່ານເຫັນໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍ, ແຂ້ວເບິ່ງຄືວ່າພິເສດ. ແຂ້ວມີຮູບຊົງທີ່ວຸ້ນວາຍ, serrated. ຮູບຮ່າງນີ້ຈະຊ່ວຍໃຫ້ລະບົບຊິບໃນຂະນະທີ່ຕັດ. ແຂ້ວທີ່ຫຍາບຕັດເປັນວັດສະດຸທີ່ເຄັ່ງຄັດແລະເຮັດຊິບນ້ອຍ. ທ່ານໄດ້ຮັບສຽງສັ່ນສະເທືອນແລະສຽງດັງຫນ້ອຍຫນຶ່ງເພາະວ່າສຽງດັງຂອງແຂ້ວທີ່ດີເຮັດໃຫ້ມີການຕັດສະຫມໍ່າສະເຫມີ. A न°ມຸມ helix ເຮັດວຽກກັບແຂ້ວເພື່ອຮັກສາການຕັດລຽບ. ຮູບຮ່າງທີ່ຖືກຕ້ອງຊ່ວຍໃຫ້ທ່ານສາມາດໃຊ້ຄວາມໄວແລະອາຫານໄດ້ໄວຂຶ້ນ, ສະນັ້ນທ່ານຈຶ່ງແລ່ນໄປໄວກວ່ານັ້ນ.
ສຽງດັງຂອງແຂ້ວດີຊ່ວຍຢຸດການສັ່ນສະເທືອນແລະສຽງດັງ.
ມຸມ 30 ° Helix ເຮັດໃຫ້ມີການຕັດທີ່ຫມັ້ນຄົງກວ່າ.
ການຫຸ້ມຫໍ່ແຂ້ວທີ່ໃຊ້ໃນການແບ່ງສ່ວນຊິບເປັນຕ່ອນນ້ອຍເພື່ອກໍາຈັດງ່າຍ.
ການເຄືອບ ticn ກ່ຽວກັບແຂ້ວທີ່ດີຢຸດເຊົາການສ້າງຂອບແລະປ້ອງກັນຈາກຄວາມຮ້ອນແລະໃສ່.
ການປະສົມນີ້ຊ່ວຍໃຫ້ທ່ານດໍາເນີນການເຄື່ອງຈັກ 35 ເຖິງ 50% ໄວ ກ່ວາເຄື່ອງມືທີ່ບໍ່ມີການເຄືອບ.
ທ່ານຈະໄດ້ຮັບຄວາມເປັນມືອາຍຸທີ່ຍາວນານແລະມີຜົນໄດ້ຮັບທີ່ດີກວ່າເກົ່າດ້ວຍຮູບຮ່າງແຂ້ວທີ່ຖືກຕ້ອງ. ການອອກແບບຊ່ວຍໃຫ້ທ່ານເອົາອຸປະກອນການເພີ່ມເຕີມກັບວຽກຫນ້ອຍ. ວຽກທີ່ທ່ານຫຍາບຄາຍຂອງທ່ານໄດ້ຮັບການເຮັດໄດ້ໄວແລະງ່າຍຂື້ນ.
ຈໍານວນປຸ້ງຢູ່ໂຄນທີ່ຢູ່ໃນໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍແມ່ນມີຄວາມສໍາຄັນຫຼາຍ. ໂຮງສີທີ່ບໍ່ມີຈຸດສຸດຍອດຫຼາຍທີ່ສຸດ ປຸ້ງຢູ່ໂຄນຫນ້ອຍ , ປົກກະຕິແລ້ວສອງຫຼືສາມ. ສະຖານທີ່ກ້ວາງເຫຼົ່ານີ້ໃຫ້ຊິບຫລາຍຂື້ນໃນຫ້ອງຫຼາຍເພື່ອອອກ. ເມື່ອທ່ານຕັດອຸປະກອນການຫຼາຍຢ່າງ, ການໂຍກຍ້າຍຊິບແມ່ນມີຄວາມສໍາຄັນຫຼາຍ. ຖ້າຫາກວ່າ chip ໄດ້ຕື່ມຂໍ້ມູນໃສ່ປຸ້ງປູ, ເຄື່ອງມືຂອງທ່ານສາມາດຂັດຂວາງຫຼືຮ້ອນເກີນໄປ.
ສໍາລັບໂລຫະທີ່ອ່ອນ, ທີ່ບໍ່ແມ່ນປະສົມ, ທ່ານມັກໃຊ້ ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍສອງດ້ານ . ສິ່ງເຫຼົ່ານີ້ຊ່ວຍໃຫ້ທ່ານຕັດໄວແລະເອົາວັດສະດຸເພີ່ມເຕີມເພາະວ່າຊິບມີພື້ນທີ່ຫຼາຍ. ສໍາລັບໂລຫະທີ່ຍາກກວ່າ, ທ່ານອາດຈະໃຊ້ 4 ຫຼືຫຼາຍກວ່ານັ້ນ, ແຕ່ວ່າຫຍາບຍັງໃຊ້ໄດ້ດີກວ່າເກົ່າສໍາລັບການກໍາຈັດຊິບທີ່ດີ. ເຄື່ອງຈັກໃຫມ່ຊ່ວຍໃຫ້ທ່ານສາມາດໃຊ້ເຄື່ອງມືສາມຢ່າງສໍາລັບໂລຫະທີ່ບໍ່ແມ່ນປະເພດ, ເຊິ່ງມີຄວາມໄວສູງແລະກໍາຈັດຊິບ. ຈໍານວນທີ່ຖືກຕ້ອງຂອງປຸ້ງຢູ່ທີ່ປຸ້ງຢູ່ເຮັດໃຫ້ວຽກທີ່ຫຍາບຄາຍຂອງທ່ານລຽບງ່າຍແລະງ່າຍດາຍ.
ການເລືອກເອົາການເຄືອບທີ່ຖືກຕ້ອງສໍາລັບໂຮງງານທີ່ສິ້ນສຸດຂອງທ່ານທີ່ເຮັດໃຫ້ທ່ານສາມາດເຮັດໄດ້ດົນກວ່າແລະຕັດດີກວ່າເກົ່າ. ການເຄືອບປົກປ້ອງເຄື່ອງມືຂອງທ່ານຈາກຄວາມຮ້ອນ, ສວມໃສ່, ແລະຖູ. ພວກເຂົາຍັງປ່ອຍໃຫ້ທ່ານໃຊ້ຄວາມໄວສູງແລະອາຫານ, ເຊິ່ງສໍາຄັນສໍາລັບຄວາມຫຍາບຄາຍ.
ນີ້ແມ່ນຕາຕະລາງທີ່ສະແດງການເຄືອບທົ່ວໄປ ແລະສິ່ງທີ່ພວກເຂົາເຮັດ:
ການເຄືອບ |
ອຸປະກອນ |
ຜົນປະໂຫຍດທີ່ສໍາຄັນ |
ວັດສະດຸທີ່ເຫມາະສົມ |
|---|---|---|---|
titanium nitride (ກົ່ວ) |
ຈຸນເຄ |
ເຮັດໃຫ້ເຄື່ອງມືຍາວກວ່າ, ເຮັດໃຫ້ເຢັນ, ເຮັດໃຫ້ແຂງແຮງ |
ເຫຼັກກ້າ, ສະແຕນເລດ, ເຫຼັກໂຍນ, ການນໍາໃຊ້ທົ່ວໄປ |
titanium carbo nitride (ticn) |
ສົມ |
ເຮັດໃຫ້ເຄື່ອງມືທີ່ເຄັ່ງຄັດກວ່າເກົ່າ, ທົນທານຕໍ່ການຂູດ, ໃຫ້ທ່ານຕັດໄວຂຶ້ນ 50% |
ສະແຕນເລດເຫຼັກ, ອາລູມິນຽມ, ທອງແດງ, ເຫຼັກໂຍນ, ໂລຫະປະສົມທີ່ບໍ່ມີປະສິດຕິພາບ |
ອາລູມິນຽມ titanium nitride (altin) |
altin |
handles ຄວາມຮ້ອນສູງ, ຄົງຢູ່ໃນອຸນຫະພູມສູງ |
titanium, ເຫຼັກເຄື່ອງມື, ເຫຼັກໂລຫະປະສົມເຫຼັກ, ສະແຕນເລດ, ເຫລັກ nickel nickel |
titanium ອະລູມິນຽມ numinum nitride (tialn) |
ເຕາະ |
ຍາກຫຼາຍ, ຮັກສາຄວາມຮ້ອນໃຫ້, ຕ້ານທານກັບການປັ່ນປ່ວນ, ໃຫ້ທ່ານຕັດສອງເທົ່າ |
steel ຄວາມເຂັ້ມແຂງສູງ, steel die hard, alloys ຮ້ອນໄດ້ |
ເຈົ້າມັກເບິ່ງ tiallyn ແລະ Altin ເຄືອບ ໃນໂຮງສີທີ່ສຸດ. ການເຄືອບເຫຼົ່ານີ້ຮັກສາເຄື່ອງມືຂອງທ່ານໃຫ້ແຂງກະດ້າງເມື່ອມັນຮ້ອນແລະຢຸດເຊົາ. ການເຄືອບໃຫມ່ບາງຢ່າງ, ຄື Alcrona , ສາມາດເອົາຄວາມຮ້ອນໄດ້ຫຼາຍຂຶ້ນແລະຍາວກວ່າໃນວຽກທີ່ຫຍຸ້ງຍາກ. ໃນເວລາທີ່ທ່ານໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍ, ເຄື່ອງມືຂອງທ່ານຈະແກ່ຍາວດົນແລະເຮັດວຽກໄດ້ດີຂື້ນ, ໂດຍສະເພາະຄວາມໄວສູງ.
ຄໍາແນະນໍາ: ເລືອກເຄືອບທີ່ກົງກັບເອກະສານທີ່ທ່ານກໍາລັງຕັດ. ສິ່ງນີ້ຊ່ວຍໃຫ້ທ່ານໄດ້ຮັບຜົນດີທີ່ສຸດຈາກໂຮງງານທີ່ສິ້ນສຸດຂອງທ່ານ.

ມີຄວາມແຕກຕ່າງໃຫຍ່ໆໃນວິທີການຕັດສອງຢ່າງນີ້. ໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍມີແຂ້ວໃຫຍ່, ມີແຂ້ວແຂງແຮງແລະປຸ້ງຢູ່ໂຄນຄື້ນ. ແຂ້ວເຫຼົ່ານີ້ຂຸດເລິກເຂົ້າໄປໃນວັດສະດຸແລະເຮັດຊິບໃຫຍ່. ສິ່ງນີ້ຊ່ວຍໃຫ້ທ່ານສາມາດໃຊ້ກໍາລັງແຮງຫຼາຍແລະໄດ້ຮັບການຕັດທີ່ເລິກເຊິ່ງກວ່າເກົ່າ. ທ່ານສາມາດຮູບຮ່າງ workpiece ຂອງທ່ານໄດ້ໄວຂຶ້ນກັບເຄື່ອງມືນີ້.
ໂຮງງານສິ້ນສຸດທີ່ຈົບງາມແມ່ນບໍ່ຄືກັນ. ມັນມີແຂ້ວຫຼາຍກວ່າທີ່ມີຂະຫນາດນ້ອຍກວ່າແລະມີຂະຫນາດນ້ອຍກວ່າ. ປຸ້ງຢູ່ລັອກໄດ້ກ້ຽງ. ເຄື່ອງມືນີ້ເຮັດໃຫ້ຊິບຂະຫນາດນ້ອຍແລະໃຊ້ກໍາລັງທີ່ບໍ່ດີ. ທ່ານໄດ້ຮັບການຄວບຄຸມທີ່ດີກວ່າແລະຄວາມຖືກຕ້ອງຫຼາຍສໍາລັບຮູບຮ່າງສຸດທ້າຍ.
ນີ້ແມ່ນໂຕະທີ່ຈະຊ່ວຍທ່ານໃຫ້ເຫັນຄວາມແຕກຕ່າງ :
ທາງວິນ |
mills end end |
ໂຮງງານສິ້ນສຸດສິ້ນສຸດ |
|---|---|---|
ການອອກແບບເຄື່ອງມື |
ແຂ້ວທີ່ໃຫຍ່ກວ່າ, ຮຸກຮານທີ່ມີການປ່ອນບັດຄື້ນຟອງສໍາລັບຊິບໃຫຍ່ |
ມີແຂ້ວຫຼາຍ, ແຄມມີຂະຫນາດນ້ອຍກວ່າ, ປຸ້ງ |
ການຕັດກໍາລັງ |
ກໍາລັງຕັດທີ່ສູງຂື້ນຍ້ອນການເກັບກໍາຂໍ້ມູນທີ່ໃຫຍ່ກວ່າແລະການຕັດທີ່ເລິກກວ່າ |
ກໍາລັງຕັດຕ່ໍາທີ່ມີຊິບຂະຫນາດນ້ອຍແລະຕັດຕື້ນ |
ການກໍາຈັດວັດສະດຸ |
ປະສິດທິພາບສູງໃນການກໍາຈັດວັດສະດຸຫຼາຍ |
ອັດຕາການກໍາຈັດອຸປະກອນການຕ່ໍາ, ສຸມໃສ່ຄວາມແມ່ນຍໍາ |
ອັດຕາອາຫານ & ຄວາມເລິກ |
ອັດຕາການກິນອາຫານສູງແລະການຕັດທີ່ເລິກເຊິ່ງສໍາລັບການສ້າງຄວາມໄວ |
ອັດຕາອາຫານທີ່ຊ້າລົງແລະຕັດຕື້ນສໍາລັບຄວາມຖືກຕ້ອງ |
ສໍາເລັດຮູບພື້ນຜິວ |
ດ້ານ rougher ເນື່ອງຈາກການຕັດທີ່ຮຸກຮານ |
ກ້ຽງ, ຫນ້ານ້ໍາດີສໍາເລັດຮູບ |
ຈຸດສຸມປະສິດທິພາບ |
ຄວາມໄວສູງສຸດແລະຄວາມໄວສູງເຖິງແມ່ນວ່າຈະມີກໍາລັງສູງກວ່າ |
ບຸລິມະສິດຄວາມຖືກຕ້ອງແລະຄຸນນະພາບດ້ານ |
ຄໍາແນະນໍາ: ໃຊ້ໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍໃຫ້ແກ່ຮູບຮ່າງໄວ. ໃຊ້ໂຮງງານສິ້ນສຸດສໍາລັບລາຍລະອຽດສຸດທ້າຍ.
ຖ້າທ່ານຕ້ອງການທີ່ຈະເອົາເອກະສານຢ່າງໄວວາຢ່າງໄວວາ, ໃຊ້ໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍ. ເຄື່ອງມືນີ້ກໍາຈັດວັດສະດຸໃນອັດຕາທີ່ສູງ. ທ່ານສາມາດໃຊ້ຄວາມໄວຕັດທີ່ຊ້າແຕ່ເພີ່ມອາຫານຕໍ່ແຂ້ວແລະຄວາມເລິກຂອງການຕັດ. ນີ້ຫມາຍຄວາມວ່າທ່ານເອົາເອກະສານເພີ່ມຂື້ນໃນເວລາຫນ້ອຍ. ຍົກຕົວຢ່າງ, ໃນເວລາທີ່ Milling P20 ແມ່ພິມເຫຼັກ, ການນໍາໃຊ້ທີ່ຫຍາບຄາຍໃຊ້ ຄວາມໄວຕັດປະມານ 120 m / ນາທີ . ທ່ານຍັງໃຊ້ອາຫານທີ່ສູງແລະຖືກຕັດເລິກ. ນີ້ຊ່ວຍໃຫ້ທ່ານສໍາເລັດໄວ.
ໂຮງງານສິ້ນສຸດສໍາເລັດຮູບເຮັດວຽກຢູ່ໃນຄວາມໄວໃນການຕັດທີ່ສູງກວ່າ, ປະມານ 210 ມ / ນາທີ. ແຕ່ມັນໃຊ້ອາຫານຕ່ໍາຕໍ່ແຂ້ວແລະຕັດຕື້ນ. ນີ້ເຮັດໃຫ້ການກໍາຈັດເອກະສານຊ້າລົງ. ທ່ານໃຊ້ເຄື່ອງມືນີ້ເພື່ອໃຫ້ໄດ້ຜົນງານທີ່ດີກວ່າແລະຂະຫນາດທີ່ແນ່ນອນທີ່ທ່ານຕ້ອງການ.
ເລີ່ມຕົ້ນດ້ວຍໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍສໍາລັບຂັ້ນຕອນທໍາອິດ. ເຄື່ອງມືນີ້ປະຫຍັດເວລາໂດຍການກໍາຈັດວັດສະດຸສ່ວນໃຫຍ່. ຫຼັງຈາກນັ້ນປ່ຽນໄປໃຊ້ໂຮງງານສິ້ນສຸດສໍາລັບພື້ນຜິວທີ່ລຽບແລະຮູບຮ່າງທີ່ຖືກຕ້ອງ.
ຫນ້າດິນສໍາເລັດຮູບຈາກແຕ່ລະເຄື່ອງມືແມ່ນແຕກຕ່າງກັນຫຼາຍ. ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍເຮັດໃຫ້ພື້ນຜິວທີ່ຫຍາບຄາຍ. ສິ່ງນີ້ເກີດຂື້ນເພາະວ່າມັນຕັດໄວແລະໃຊ້ແຂ້ວແຂງແຮງ. ຊິບແມ່ນໃຫຍ່ກວ່າແລະເຄື່ອງຫມາຍແມ່ນເລິກເຊິ່ງກວ່າເກົ່າ. ເບິ່ງທີ່ຫຍາບຄາຍນີ້ແມ່ນປົກກະຕິຫຼັງຈາກທີ່ຫຍາບຄາຍ.
ໂຮງງານສິ້ນສຸດສໍາເລັດຮູບເຮັດໃຫ້ພື້ນຜິວກ້ຽງຫຼາຍ. ເຄື່ອງມືນີ້ແມ່ນເຮັດເພື່ອປັບໄຫມ, ແມ່ນແຕ່ການຕັດ. ທ່ານມັກຈະໄດ້ຮັບການສໍາເລັດຮູບລຽບໃນພຽງແຕ່ຜ່ານໄປ. ມາດຕະຖານອຸດສາຫະກໍາເວົ້າວ່າ ຫນ້າດິນສໍາເລັດຮູບຈາກໂຮງງານສິ້ນສຸດແມ່ນລະຫວ່າງ 0.29 ແລະ 0.95 μmμm ra . ນີ້ແມ່ນສິ່ງທີ່ດີສໍາລັບພາກສ່ວນທີ່ສຸດ. ແຕ່ວ່າ mills ປາຍທີ່ຫຍາບຄາຍສະເຫມີອອກຈາກສະເຫມີ rough ຈົບກ່ວາ mills ທ້າຍສິ້ນສຸດ.
ຫມາຍເຫດ: ໃຊ້ໂຮງງານສິ້ນສຸດສໍາເລັດຮູບສະເຫມີຫຼັງຈາກທີ່ຫຍາບຄາຍຖ້າທ່ານຕ້ອງການພື້ນຜິວກ້ຽງຫລືຕ້ອງການຂະຫນາດແຫນ້ນ.
ໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍເມື່ອທ່ານຕ້ອງການຄວາມໄວແລະເອົາວັດສະດຸຫຼາຍຢ່າງ. ປ່ຽນໄປໃຊ້ໂຮງງານສິ້ນສຸດສໍາລັບການສໍາລັບພື້ນຜິວທີ່ດີແລະຂະຫນາດທີ່ແນ່ນອນ. ຂະບວນການສອງຂັ້ນຕອນນີ້ຊ່ວຍໃຫ້ທ່ານມີຜົນດີທີ່ສຸດໃນໂຄງການຜະລິດ Milling ຂອງທ່ານ.
ທ່ານສາມາດໃຊ້ໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍໃນຫລາຍໆວັດສະດຸ. ເຄື່ອງມືນີ້ເຮັດວຽກໃຫ້ທັງໂລຫະອ່ອນແລະແຂງ. ນີ້ແມ່ນຕົວຢ່າງບາງຢ່າງຂອງສິ່ງທີ່ທ່ານສາມາດຕັດດ້ວຍໂຮງສີທີ່ສຸດທີ່ຫຍາບຄາຍ:
ອາລູມິນຽມ: 2-flute ຫຼື 3-flute turs turs ທີ່ຈະແຈ້ງຊິບທີ່ວ່ອງໄວແລະຮັກສາເຢັນ.
ທາດເຫຼັກສຽງໂຫວດທັງຫມົດ: carbide ແຂງຫຼື roughers carbide ຈັດການກັບຫນ້າດິນທີ່ເຄັ່ງຄັດແລະເອົາວັດສະດຸອອກຢ່າງໄວວາ.
Titanium: Cobalt Corncob Roughers ຕັດຜ່ານໂລຫະທີ່ແຂງແຮງນີ້.
ເຫຼັກຮ້ອນຮ້ອນ: Milling Rubling Mills ເອົາອຸປະກອນການຫຼາຍຢ່າງງ່າຍດາຍ.
ສະແຕນເລດແລະໂລຫະປະສົມອື່ນໆ: ໂຮງສີສິ້ນສຸດຂອງກະແສໄຟຟ້າ 4 ກະແສໃຫ້ສໍາເລັດຮູບລຽບໆ.
ໂລຫະປະສົມທີ່ບໍ່ແມ່ນທາດແຫຼວ: ເຄື່ອງມືເຫຼົ່ານີ້ແມ່ນດີສໍາລັບການກໍາຈັດໄວແລະຊິບ.
ພາດສະຕິກ (ຄື HDPE): ເຄື່ອງຕັດປຸ້ງຢູ່ໃນແຜ່ນພັບດຽວ ຢຸດການລະລາຍແລະຊ່ວຍກໍາຈັດຊິບ.
ໄມ້: 2-flute Mills Mills ແມ່ນດີທີ່ສຸດສໍາລັບການເກັບກູ້ຊິບໃຫຍ່.
ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍທີ່ສຸດແມ່ນຜະລິດຈາກເຫຼັກທີ່ແຂງຫຼືເຫຼັກແຂງ. ວັດສະດຸເຫຼົ່ານີ້ຊ່ວຍໃຫ້ທ່ານໃຊ້ເຄື່ອງຈັກຊີວະປະຫວັດຂອງທ່ານໃຫ້ໄວແລະເຮັດວຽກເປັນຕ່ອນແຂງ. ທ່ານສາມາດໃຊ້ພວກມັນສໍາລັບຫລາຍໆວຽກ, ສະນັ້ນ Milling Mills Rublinging Mills ແມ່ນຕົວເລືອກທີ່ສະຫຼາດ.
ໂຮງສີທີ່ສິ້ນສຸດແມ່ນໃຊ້ໃນຫລາຍໆອຸດສາຫະກໍາ. ວຽກຕົ້ນຕໍຂອງພວກເຂົາແມ່ນການເອົາວັດຖຸທີ່ໄວໃນເວລາເລີ່ມຕົ້ນຂອງການຜະລິດ. ນີ້ແມ່ນບາງວິທີທົ່ວໄປທີ່ຄົນໃຊ້ພວກມັນ:
ລົດຍົນ : ຊິ້ນສ່ວນເຄື່ອງຈັກຢ່າງວ່ອງໄວແລະປະຫຍັດເວລາ.
Aerospace: ຮູບພາບທີ່ສັບສົນຄືກັບໄສ້ຕອງ Turbine ແລະຊິ້ນສ່ວນຂອງເຮືອບິນ.
ການເຮັດ MUMP: ເອົາວັດສະດຸພິເສດອອກກ່ອນທີ່ຈະສໍາເລັດຮູບແມ່ພິມ.
ການຜະລິດໂລຫະ: ຕັດວັດສະດຸທີ່ເຄັ່ງຄັດຄ້າຍຄືໄຟຟ້າເຫຼັກ, ເຫຼັກ, ແລະໂລຫະປະສົມ.
ພະລັງງານແລະພະລັງງານ: ເຄື່ອງໃຫຍ່, ສ່ວນຫນາສໍາລັບອຸປະກອນໄຟຟ້າ.
ການກໍ່ສ້າງແລະເອເລັກໂຕຣນິກ : ສ້າງຊິ້ນສ່ວນຕ່າງໆທີ່ຕ້ອງມີຄວາມເຂັ້ມແຂງແລະເບິ່ງດີ.
ໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍຊ່ວຍໃຫ້ທ່ານໄດ້ສະລັອດຕິງເລິກ, ກະເປົ, າ, ແລະຮູ. ຂອງເຂົາເຈົ້າ ເຂົ້າຫນົມປັງໃສ່ຈານໃສ່ຊິບ ເປັນຕ່ອນນ້ອຍ. ສິ່ງນີ້ເຮັດໃຫ້ເຄື່ອງມືຮັກສາເຄື່ອງມືທີ່ເຢັນແລະເຮັດໃຫ້ກໍາລັງຕັດກໍາລັງແຮງ. ທ່ານສາມາດໃຊ້ອັດຕາອາຫານທີ່ໄວກວ່າແລະການຕັດທີ່ເລິກເຊິ່ງ, ສະນັ້ນທ່ານຈຶ່ງແລ່ນໄປໄວກວ່ານັ້ນ. ເຄື່ອງມືນີ້ເຮັດວຽກສໍາລັບຫລາຍໆວຽກແລະຊ່ວຍໃຫ້ທ່ານໄດ້ຮັບຫຼາຍຈາກເຄື່ອງຈັກຊີເອັນຊີຂອງທ່ານ.
ຄໍາແນະນໍາ: ໃຊ້ Mills Rididing Rubling Mills ກ່ອນອື່ນຫມົດເພື່ອເອົາວັດສະດຸອອກ. ປ່ຽນໄປໃຊ້ເຄື່ອງມືສໍາເລັດຮູບສໍາລັບພື້ນຜິວທີ່ລຽບ.
ໂຮງສີທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍມີຂໍ້ຈໍາກັດບາງຢ່າງທີ່ທ່ານຄວນຮູ້. ເຄື່ອງມືເຫຼົ່ານີ້ສາມາດຕໍ່ສູ້ກັບ ວັດສະດຸທີ່ແຂງຫຼາຍຄ້າຍຄືເຕົາແຂງ ຫຼື titanium ແຂງ. ປັ່ນປ່ວນດ້ວຍໂຮງສີທີ່ສຸດທີ່ຫຍາບຄາຍສາມາດເຮັດໃຫ້ກໍາລັງສູງໃນຕອນເລີ່ມຕົ້ນ. ນີ້ອາດຈະຊິບເຄື່ອງມືຫຼືໃສ່ມັນອອກກ່ອນ.
ເຄື່ອງຈັກທີ່ບໍ່ແມ່ນເຄື່ອງຈັກຊີເອັນຊີທີ່ແຂງແຮງຫລືເກົ່າຫຼາຍອາດຈະມີບັນຫາກັບຄວາມຫຍາບຄາຍ. ທ່ານອາດຈະເຫັນການສັ່ນສະເທືອນ, chatter, ຫຼືເຄື່ອງມືດຶງເຂົ້າມາ. ໃນກໍລະນີເຫຼົ່ານີ້, ໂດຍໃຊ້ໂຮງງານທໍາມະດາເຮັດໃຫ້ທ່ານຄວບຄຸມຫຼາຍຂື້ນ. ແຕ່ມັນຍັງສາມາດເຮັດໃຫ້ຄວາມຮ້ອນຫຼາຍແລະໃສ່ເຄື່ອງມືໄດ້ໄວຂຶ້ນໄວ. ສິ່ງນີ້ສາມາດປະຖິ້ມພື້ນຜິວທີ່ຫຍາບຄາຍ, burrs, ຫຼືແມ້ກະທັ້ງທໍາລາຍເຄື່ອງມື.
ທ່ານຈໍາເປັນຕ້ອງເລືອກເອົາແຜນການຜະລິດໂຮງງານທີ່ຖືກຕ້ອງສໍາລັບເຄື່ອງຈັກ, ເອກະສານ, ແລະສໍາເລັດຮູບ. ຖ້າທ່ານໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍໃນການຕັ້ງຄ່າທີ່ອ່ອນແອຫຼືຢູ່ໃນວັດສະດຸທີ່ແຂງກະດ້າງ, ສັງເກດເບິ່ງເຄື່ອງມືໃສ່ແລະບັນຫາເຄື່ອງຈັກ. ວາງແຜນຂັ້ນຕອນການຜະລິດຂອງ Milling ຂອງທ່ານສະເຫມີເພື່ອໃຫ້ໄດ້ຜົນທີ່ດີທີ່ສຸດແລະຫລີກລ້ຽງບັນຫາຕ່າງໆ.
ເມື່ອທ່ານເລືອກໂຮງງານສິ້ນສຸດທີ່ມີຄຸນນະພາບສູງ, ທ່ານຈໍາເປັນຕ້ອງຄິດກ່ຽວກັບຫຼາຍໆປັດໃຈທີ່ສໍາຄັນ. ການເລືອກທີ່ຖືກຕ້ອງຊ່ວຍໃຫ້ທ່ານມີຜົນດີໃນການປະຕິບັດງານການເຄື່ອນຍ້າຍຂອງທ່ານແລະປະຫຍັດເວລາແລະເງິນໃຫ້ທ່ານ. ນີ້ແມ່ນບາງຈຸດສໍາຄັນທີ່ຄວນພິຈາລະນາ:
ເລືອກເອົາການນັບລະຫວ່າງ 3 ແລະ 5 ສໍາລັບຫຍາບ. ລະດັບນີ້ເຮັດໃຫ້ທ່ານມີຄວາມສົມດຸນທີ່ດີລະຫວ່າງກໍາລັງທີ່ກໍາຈັດແລະເຄື່ອງມື.
ຊອກຫາເລຂາຄະນິດ cleute ທີ່ມີລັດສະຫມີມູມ. ຮູບຊົງນີ້ຫຼຸດຜ່ອນການປັ່ນປ່ວນແລະຊ່ວຍເຄື່ອງມືຂອງທ່ານໃຫ້ຍາວກວ່າ.
ກົງກັບເສັ້ນຜ່າກາງ cutter ກັບຂະຫນາດຂອງຄຸນລັກສະນະທີ່ທ່ານຕ້ອງການໃຫ້ເຄື່ອງ. ເສັ້ນຜ່າສູນກາງທີ່ໃຫຍ່ກວ່າຈະເຮັດໃຫ້ມີຄວາມແຂງແຮງກວ່າເກົ່າ, ໃນຂະນະທີ່ຂະຫນາດນ້ອຍກວ່າທີ່ເຫມາະກັບບ່ອນທີ່ແຫນ້ນຫນາ.
ໃຫ້ແນ່ໃຈວ່າຂະຫນາດ shank ເຫມາະກັບເຄື່ອງຂອງທ່ານ. ສິ່ງນີ້ເຮັດໃຫ້ເຄື່ອງມືຂອງທ່ານຫມັ້ນຄົງໃນເວລາທີ່ຫຍາບຄາຍ.
ເລືອກການເຄືອບທີ່ກົງກັບເອກະສານ workpiece ຂອງທ່ານ. ຍົກຕົວຢ່າງ, ການເຄືອບກົ່ວຫຼື tialn ເຮັດວຽກໄດ້ດີສໍາລັບເຫຼັກກ້າແລະໂລຫະປະສົມອຸນຫະພູມສູງ.
ໃຊ້ເຄື່ອງເຮັດຄວາມເຢັນຫຼືການຫລໍ່ລື່ນເພື່ອຮັກສາເຄື່ອງມືຂອງທ່ານໃຫ້ເຢັນແລະຂະຫຍາຍຊີວິດຂອງມັນ.
ຮັກສາເຄື່ອງມືຂອງທ່ານໂດຍການທໍາຄວາມສະອາດແລະກວດເບິ່ງເລື້ອຍໆ. ນີ້ຮັບປະກັນວ່າທ່ານຈະໄດ້ຮັບຫນ້າດິນສໍາເລັດຮູບແລະຫນ້າສົນໃຈທີ່ຫນ້າເຊື່ອຖືໄດ້.
ຄໍາແນະນໍາ: ກົງກັບໂຮງງານສຸດທ້າຍທີ່ຫຍາບຄາຍຂອງທ່ານໄປສູ່ວັດສະດຸແລະປະເພດຂອງການຕັດທ່ານວາງແຜນທີ່ຈະເຮັດ. ນີ້ຊ່ວຍໃຫ້ທ່ານໄດ້ຮັບສ່ວນຫຼາຍທີ່ສຸດຈາກເຄື່ອງມືຂອງທ່ານ.
ນີ້ແມ່ນຕາຕະລາງທີ່ຈະຊ່ວຍທ່ານປຽບທຽບປັດໃຈການຄັດເລືອກທີ່ສໍາຄັນບາງຢ່າງ :
ປັດໄຈ |
ການແນະນໍາ |
|---|---|
ນັບປິ້ງ |
ກະປ 3-5 ອງສໍາລັບຄວາມຫຍາບຄາຍ, ຮ່ອມພALທີ່ມີຄວາມວຸ່ນວາຍທີ່ໃຫຍ່ກວ່າສໍາລັບການອົບພະຍົບຊິບ |
ເສັ້ນຜ່າກາງ cutter |
ເລືອກໂດຍອີງໃສ່ຂະຫນາດວຽກ; ຂະຫນາດໃຫຍ່ສໍາລັບຄວາມເຄັ່ງຄັດ, ຂະຫນາດນ້ອຍກວ່າສໍາລັບສະຖານທີ່ທີ່ແຫນ້ນຫນາ |
ຄວາມຍາວຂອງການຕັດ |
ໃຊ້ເທົ່ານັ້ນທີ່ຕ້ອງການເພື່ອຫຼຸດຜ່ອນການສົນທະນາແລະປັບປຸງສະຖຽນລະພາບ |
ຂໍ້ມູນເຄື່ອງມື |
ລັດສະຫມີ Corn ສໍາລັບຊີວິດທີ່ຍາວນານ, ຮູບສີ່ຫລ່ຽມມົນທົນສໍາລັບມຸມແຫຼມ |
ການເຄືອບ |
ກົງກັບສະພາບຂອງວັດສະດຸແລະການຕັດເງື່ອນໄຂສໍາລັບຊີວິດເຄື່ອງມືທີ່ດີກວ່າ |
ປະເພດການສະຫມັກ |
ຮູ້ການປະຕິບັດງານຂອງທ່ານ (ສະລັອດຕິງ, hem, ຫຍາບແບບດັ້ງເດີມ) ແລະຄຸນສົມບັດດ້ານວັດຖຸ |
ຂະຫນາດຂອງໂຮງງານສິ້ນສຸດຂອງທ່ານທີ່ຫຍາບຄາຍຂອງທ່ານມີຜົນກະທົບຫຼາຍປານໃດທີ່ມັນເຮັດວຽກໄດ້ດີສໍາລັບວຽກທີ່ແຕກຕ່າງກັນ. ທ່ານຈໍາເປັນຕ້ອງເລືອກຂະຫນາດທີ່ເຫມາະສົມສໍາລັບວຽກຂອງທ່ານແລະເຄື່ອງຂອງທ່ານ.
ຂະຫນາດເສັ້ນຜ່າສູນກາງເສັ້ນຜ່າສູນກາງສິ້ນສຸດໂຮງນົມອອກໄວ . ພວກເຂົາໃຫ້ທ່ານເຄັ່ງຄັດແລະຊ່ວຍໃນການເຜີຍແຜ່ກໍາລັງຕັດອອກ. ນີ້ຫມາຍຄວາມວ່າເຄື່ອງມືທີ່ມີເຄື່ອງມືຫນ້ອຍລົງແລະມີອາຍຸຍືນກວ່າ.
ຂະຫນາດນ້ອຍທີ່ມີເສັ້ນຜ່າສູນກາງທີ່ມີຂະຫນາດນ້ອຍກວ່າແມ່ນດີກວ່າສໍາລັບວຽກລະອຽດ . ພວກເຂົາເຫມາະສົມກັບສະຖານທີ່ຄັບແຄບແລະຊ່ວຍທ່ານໃນການຕັດທີ່ດີ.
ວັດສະດຸທີ່ຍາກກວ່ານັ້ນຕ້ອງມີໂຮງສີທ້າຍທີ່ນ້ອຍກວ່າ. ນີ້ຊ່ວຍຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງເຄື່ອງມືທີ່ແຕກແຍກໂດຍການສຸມໃສ່ກໍາລັງຕັດ.
ພະລັງງານແລະຄວາມເຄັ່ງຄັດຂອງເຄື່ອງຂອງທ່ານຈໍາກັດຂະຫນາດຂອງໂຮງງານທີ່ສິ້ນສຸດທ່ານສາມາດໃຊ້ໄດ້. ຖ້າທ່ານໃຊ້ເຄື່ອງມືທີ່ໃຫຍ່ເກີນໄປ, ທ່ານອາດຈະໄດ້ເຫັນຄວາມສັ່ນສະເທືອນຫລືໂຄ້ງ.
ເຄື່ອງມືທີ່ສັ້ນກວ່າແມ່ນມີຄວາມຫມັ້ນຄົງແລະມີຄວາມສັ່ນສະເທືອນ. ໃຊ້ເຄື່ອງມືທີ່ຍາວກວ່າເທົ່ານັ້ນເມື່ອທ່ານຕ້ອງການເຂົ້າເຖິງຄຸນລັກສະນະທີ່ເລິກເຊິ່ງ.
ຫມາຍເຫດ: ກວດເບິ່ງຂໍ້ຈໍາກັດຂອງເຄື່ອງຂອງທ່ານຢູ່ສະເຫມີກ່ອນທີ່ຈະເລືອກໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍ. ຂະຫນາດທີ່ເຫມາະສົມເຮັດໃຫ້ທ່ານຄວບຄຸມໄດ້ດີກວ່າເກົ່າແລະຫນ້າກ້ຽງ.
ໃນເວລາທີ່ການຊື້ໂຮງງານທີ່ມີຄຸນນະພາບສູງທີ່ມີຄຸນນະພາບສູງ, ທ່ານອາດຈະສັງເກດເຫັນຄວາມແຕກຕ່າງຂອງລາຄາລະຫວ່າງຍີ່ຫໍ້. ທ່ານອາດຈະສົງໄສວ່າຄ່າໃຊ້ຈ່າຍທີ່ສູງກວ່າຈະຄຸ້ມຄ່າ. ຜູ້ໃຊ້ຫຼາຍຄົນພົບວ່າ ຍີ່ຫໍ້ທີ່ນິຍົມຄື Kennestal ຫຼື OSG ສະເຫນີຄວາມທົນທານດີກວ່າ, ຊີວິດທີ່ມີຄວາມສຸກທີ່ຍາວນານ, ແລະຄວາມໄວສູງກວ່າ. ເຄື່ອງມືເຫຼົ່ານີ້ມັກຈະມີອາຍຸຍືນແລ້ວແລະປະຕິບັດວຽກທີ່ຫຍຸ້ງຍາກໃນວຽກທີ່ເຄັ່ງຄັດ.
ໂຮງງານສິ້ນສຸດທີ່ມີຄຸນນະພາບສູງຈາກຍີ່ຫໍ້ດ້ານເທິງສາມາດຈັດການກັບພາກສ່ວນຕ່າງໆກ່ອນທີ່ຈະນຸ່ງເສື້ອ. ນີ້ຫມາຍຄວາມວ່າທ່ານໃຊ້ເວລາເຄື່ອງມືທີ່ມີການປ່ຽນແປງເວລາຫນ້ອຍລົງແລະມີເວລາໃຊ້ເວລາຫຼາຍ.
ການເຄືອບພິເສດຄືກົ່ວຫຼື TIALN ໃຫ້ທ່ານເຮັດໃຫ້ທ່ານໃຊ້ເຄື່ອງມືຂອງທ່ານໄດ້ໄວຂຶ້ນແລະເຮັດໃຫ້ພວກມັນມີຄວາມຄົມຍາວຍາວກວ່າ.
ບາງຍີ່ຫໍ້, ຄືກັບເຄື່ອງມື Harvey, ເຮັດໃຫ້ໂຮງສີສຸດທ້າຍສໍາລັບວຽກພິເສດ. ເຄື່ອງມືເຫຼົ່ານີ້ແກ້ໄຂບັນຫາທີ່ເປັນເອກະລັກແລະເພີ່ມ VeratItity ເຂົ້າໃນຮ້ານຂອງທ່ານ.
ກໍລະນີສຶກສາສະແດງໃຫ້ເຫັນວ່າການໃຊ້ໂຮງງານທີ່ມີຄຸນນະພາບສູງສາມາດຕັດເວລາຮອບວຽນແລະ ເພີ່ມຄວາມເອົາໃຈໃສ່ໃນຄວາມເປັນອາທິດໃນໄລຍະ 100% . ຍົກຕົວຢ່າງ, ວິທີແກ້ໄຂທີ່ helical ໄດ້ສິ້ນສຸດລົງໂຮງງານຜະລິດໂຮງງານຜະລິດ 900 ສ່ວນໃນຫນຶ່ງຄັ້ງໃນການແລ່ນ, ຫຼາຍກ່ວາເຄື່ອງມືມາດຕະຖານ.
ຄໍາແນະນໍາ: ໃນເວລາທີ່ການຊື້ໂຮງສີ Carbide ທີ່ມີຄຸນນະພາບສູງ, ເບິ່ງທັງລາຄາແລະມູນຄ່າ. ເຄື່ອງມືທີ່ມີຄ່າໃຊ້ຈ່າຍຕໍ່ຫນ້າຫຼາຍກວ່າສາມາດຊ່ວຍປະຢັດເງິນໃຫ້ທ່ານໃນໄລຍະຍາວໂດຍການໃຊ້ເວລາດົນກວ່າແລະເຮັດວຽກໄດ້ໄວຂຶ້ນ.
ການເລືອກໂຮງງານທີ່ມີຈຸດສູງທີ່ມີຄຸນນະພາບສູງຊ່ວຍໃຫ້ທ່ານມີຜົນດີຂື້ນ, ປະຫຍັດເງິນ, ແລະເພີດເພີນກັບຄວາມຄ່ອງແຄ້າດຫຼາຍໃນໂຄງການຜະລິດ Milling. ສະເຫມີຊັ່ງນໍ້າຫນັກທາງເລືອກຂອງທ່ານແລະເລືອກເຄື່ອງມືທີ່ເຫມາະສົມກັບຄວາມຕ້ອງການຂອງທ່ານທີ່ດີທີ່ສຸດ.
ທ່ານຈໍາເປັນຕ້ອງກໍານົດຕົວກໍານົດການຕັດທີ່ຖືກຕ້ອງເພື່ອໃຫ້ໄດ້ຜົນທີ່ດີທີ່ສຸດຈາກໂຮງສີທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍ. ເລີ່ມຕົ້ນໂດຍການເລືອກວັດສະດຸທີ່ທ່ານຕ້ອງການໃຫ້ເຄື່ອງ, ເຊັ່ນ: ອາລູມິນຽມ, titanium, ຫຼືເຫຼັກເຄື່ອງມື. ຕໍ່ໄປ, ເລືອກເອົາອາຫານທີ່ຖືກຕ້ອງຕໍ່ແຂ້ວໂດຍອີງໃສ່ເສັ້ນຜ່າສູນກາງຂອງໂຮງງານແລະວັດສະດຸ. ຂັ້ນຕອນນີ້ຊ່ວຍໃຫ້ທ່ານຄວບຄຸມໄດ້ວ່າແຕ່ລະແຂ້ວກໍາຈັດມີຫຼາຍປານໃດໃນເວລາທີ່ຫຍາບຄາຍ.
ປະຕິບັດຕາມຂັ້ນຕອນເຫຼົ່ານີ້ເພື່ອກໍານົດຕົວກໍານົດການຕັດຂອງທ່ານ:
ເລືອກເອກະສານສໍາລັບວຽກເຮັດວຽກຂອງທ່ານ.
ເລືອກອາຫານທີ່ເຫມາະສົມຕໍ່ແຂ້ວສໍາລັບໂຮງງານທີ່ມີຢູ່ໃນຍຸກທີ່ຫຍາບຄາຍຂອງທ່ານ.
ຊອກຫາປັດໃຈໂຫຼດຊິບໂດຍການເບິ່ງຄວາມເລິກຂອງ radial ຂອງການຕັດ.
ເລືອກຕີນດ້ານຕີນຕໍ່ນາທີ (SFM) ທີ່ກົງກັບວັດສະດຸຂອງທ່ານ.
ຄິດໄລ່ຄວາມໄວຂອງ spindle (RPM) ໂດຍໃຊ້ເສັ້ນຜ່າສູນກາງ SFM ແລະເຄື່ອງມື.
ຕົວເລກອັດຕາການກິນ (IPM) ໂດຍໃຊ້ RPM, ຈໍານວນປຸ້ງ, ຈໍານວນປຸ້ງ, ປັດໄຈການໂຫຼດ chip, ແລະອາຫານຕໍ່ແຂ້ວ.
ຖ້າທ່ານຕ້ອງການລະມັດລະວັງ, ຫຼຸດລົງ sfm ເລັກນ້ອຍແຕ່ເຮັດໃຫ້ອາຫານຕໍ່ແຂ້ວທີ່ຫມັ້ນຄົງ. ສິ່ງນີ້ຊ່ວຍຫລີກລ້ຽງການສົນທະນາແລະເຮັດໃຫ້ການຜ່າຕັດທີ່ຫຍາບຄາຍຂອງທ່ານຫມັ້ນຄົງ.
ນີ້ແມ່ນຕາຕະລາງທີ່ຈະຊ່ວຍໃຫ້ທ່ານເຂົ້າໃຈຕົວກໍານົດການຕັດຕົ້ນຕໍ :
ພາລາມິເຕີ |
ລາຍລະອຽດ |
|---|---|
ປຸ້ງຢູ່ໂຄນ (F) |
ຈໍານວນແຄມຂອງການຕັດທີ່ຢູ່ໃນໂຮງງານທີ່ສິ້ນສຸດ |
ເສັ້ນຜ່າສູນກາງ (ງ) |
ເສັ້ນຜ່າສູນກາງຂອງ cutter ໄດ້ |
ການໂຫຼດຊິບ |
ອຸປະກອນການຖືກໂຍກຍ້າຍຕໍ່ແຂ້ວ |
ອັດຕາການກິນອາຫານ (IPM) |
ນິ້ວຕໍ່ນາທີຕໍ່ນາທີການເຄື່ອນໄຫວຂອງ Workpiece |
ຄວາມເລິກຂອງການຕັດ (DOC) |
ໂຮງງານຫຼຸດລົງເລິກເທົ່າໃດໃນສ່ວນ |
ຕີນດ້ານຕໍ່ນາທີ (SFM) |
ການຕັດຄວາມໄວໃນຂອບຂອງ cutter |
ລວາດ |
ຄວາມໄວຂອງ spindle, ຄິດໄລ່ຈາກ SFM ແລະເສັ້ນຜ່າສູນກາງ |
ຄໍາແນະນໍາ: ຢ່າປ່ອຍໃຫ້ຄວາມເລິກຂອງການຕັດໄປຜ່ານຄວາມຍາວຂອງກະແສ. ຮັກສາຄວາມກວ້າງຂອງການຕັດຕໍ່າກວ່າສອງສ່ວນສາມຂອງເສັ້ນຜ່າສູນກາງຕັດ. ໃຊ້ເຄື່ອງຕັດທີ່ໃຫຍ່ທີ່ສຸດທີ່ທ່ານສາມາດເຮັດໄດ້, ແຕ່ເກັບຮັກສາອັດຕາສ່ວນ 1: 1 ເສັ້ນຜ່າກາງໃນການຕັດສໍາລັບຕັດເລິກ.
ການປະຕິບັດທີ່ດີທີ່ສຸດເຫຼົ່ານີ້ສໍາລັບການນໍາໃຊ້ໂຮງງານທີ່ບໍ່ມີປະສິດຕິພາບຊ່ວຍໃຫ້ທ່ານມີຜົນແລະມີຄວາມຫມັ້ນຄົງໃນການດໍາເນີນງານການເຄື່ອນຍ້າຍຂອງທ່ານ.
ການຕັ້ງຄ່າເຄື່ອງມືທີ່ເຫມາະສົມເຮັດໃຫ້ມີຄວາມແຕກຕ່າງອັນໃຫຍ່ຫຼວງໃນການຫຍາບຄາຍ. ທ່ານຕ້ອງການໃຫ້ເຄື່ອງມືຕັດຂອງທ່ານຢູ່ທີ່ປອດໄພແລະຫມັ້ນຄົງໃນລະຫວ່າງການຜະລິດ. ໃຊ້ຜູ້ຖືເຄື່ອງມືທີ່ກ້າວຫນ້າຄືກັບໄຮໂດຼລິກຫລືນ້ອຍທີ່ແຂງແກ່ນ . ຜູ້ຖືເຫຼົ່ານີ້ໃຫ້ການຍຶດທີ່ເຂັ້ມແຂງກ່ວາຜູ້ຖືກົນຈັກປົກກະຕິ. ນອກນັ້ນທ່ານຍັງສາມາດໃຊ້ການອອກແບບ shank ພິເສດ, ເຊັ່ນ: ຄວາມເຄັ່ງຄັດຫຼືຄວາມປອດໄພໃນການລັອກ, ເພື່ອຢຸດເຄື່ອງມືຈາກການດຶງອອກໃນເວລາທີ່ຫຍາບ.
ປະຕິບັດຕາມຂັ້ນຕອນເຫຼົ່ານີ້ສໍາລັບການຕິດຕັ້ງເຄື່ອງມືທີ່ດີທີ່ສຸດ:
ເລືອກເອົາຜູ້ຖືເຄື່ອງມືທີ່ປອດໄພ, ເຊັ່ນ: ຫົດຫູ່, ເຫມາະສົມຫຼືກົດທີ່ເຫມາະ , ເພື່ອຮັກສາເຄື່ອງມືໃຫ້ສະຫມໍ່າສະເຫມີ.
ເລືອກໂຮງງານສິ້ນສຸດທີ່ຫຍາບທີ່ໃຫຍ່ທີ່ສຸດທີ່ເຫມາະສົມກັບວຽກຂອງທ່ານ. ເຄື່ອງມືທີ່ໃຫຍ່ກວ່າຈະຫຼຸດຜ່ອນໂຄ້ງແລະໃຫ້ຄວາມຫມັ້ນຄົງຫຼາຍຂຶ້ນ.
ກໍານົດຄວາມເລິກທີ່ຖືກຕ້ອງຂອງການຕັດ. ສິ່ງນີ້ເຮັດໃຫ້ຄວາມຫນາຂອງຊິບຖືກຕ້ອງແລະຫລີກລ້ຽງຄວາມກົດດັນພິເສດໃນຂອບຕັດ.
ໃຊ້ເຄື່ອງມືເຄືອບທີ່ກົງກັບ workpiece ຂອງທ່ານ. ການເຄືອບຊ່ວຍໃຫ້ເຄື່ອງມືຂອງທ່ານຍາວກວ່າແລະໃຫ້ທ່ານໃຊ້ຄວາມໄວສູງກວ່າເກົ່າ.
ໃຊ້ນ້ໍາມັນທີ່ເປັນນໍ້າມັນເພື່ອເຮັດໃຫ້ກໍາລັງຕັດຫຼຸດລົງແລະປັບປຸງໃຫ້ດີຂື້ນ.
ພະຍາຍາມ pitch pitch ຫຼືຕົວປ່ຽນແປງ Helix ສິ້ນສຸດລົງເພື່ອຕັດລົງໃນການສັ່ນສະເທືອນແລະ chatter.
ກວດເບິ່ງ geometry ເຄື່ອງມືສະເຫມີເພື່ອໃຫ້ແນ່ໃຈວ່າມັນເຫມາະສົມກັບວັດສະດຸຂອງທ່ານ.
ຮັກສາຄວາມຍາວຂອງເຄື່ອງມືໃຫ້ສັ້ນທີ່ສຸດເທົ່າທີ່ເປັນໄປໄດ້ສໍາລັບຄວາມເຄັ່ງຄັດ.
ໃຊ້ການຖູປີນຂຶ້ນເມື່ອທ່ານສາມາດເຮັດໄດ້. ວິທີການນີ້ຫຼຸດຄວາມກົດດັນຂອງເຄື່ອງມືແລະເຮັດໃຫ້ພື້ນຜິວທີ່ດີກວ່າ.
ປະຕິບັດຕາມຕົວກໍານົດການຕັດຂອງຜູ້ຜະລິດສໍາລັບຄວາມໄວແລະອາຫານສັດ.
ຫມາຍເຫດ: ປັບ stopovers radial ຂອງທ່ານໂດຍອີງໃສ່ການນັບປຸ້ງຢູ່ໂຄນ . ສິ່ງນີ້ຊ່ວຍໃຫ້ທ່ານຮັກສາພື້ນທີ່ທີ່ດີສໍາເລັດຮູບແລະຊ່ວຍໃຫ້ທ່ານສາມາດໃຊ້ອັດຕາອາຫານສູງຂື້ນໃນລະຫວ່າງການຫຍາບຄາຍ.
ການບໍາລຸງຮັກສາທີ່ດີເຮັດໃຫ້ໂຮງງານຢຸດຂອງທ່ານທີ່ຫຍາບຄາຍແລະກຽມພ້ອມສໍາລັບທຸກໆວຽກ. ເຮັດຄວາມສະອາດເຄື່ອງມືຂອງທ່ານຫຼັງຈາກການນໍາໃຊ້ແຕ່ລະຄັ້ງເພື່ອເອົາຊິບແລະເຄື່ອງເຮັດຄວາມເຢັນ . ໃຊ້ວິທີແກ້ໄຂທໍາຄວາມສະອາດພິເສດທີ່ບໍ່ເປັນອັນຕະລາຍຕໍ່ຂອບຕັດ. ເຊັດເຄື່ອງມືດ້ວຍອາກາດທີ່ບີບອັດໃຫ້ຢຸດເຊົາການກັດກ່ອນແລະການກັດກ່ອນ.
ນີ້ແມ່ນບາງບາດກ້າວທີ່ບໍາລຸງຮັກສາງ່າຍໆ:
ສະຫມັກເອົາຊັ້ນບາງໆຂອງ inhibitor ຖ້າທ່ານວາງແຜນທີ່ຈະເກັບເຄື່ອງມືເປັນເວລາດົນນານ.
ເກັບຮັກສາແຕ່ລະໂຮງງານສຸດທ້າຍທີ່ຫຍາບຄາຍໃນແຂນຫຼືກໍລະນີ. ນີ້ປ້ອງກັນຄວາມເສຍຫາຍຈາກຕໍາຫຼືປະຕິກິລິຍາທາງເຄມີ.
ກວດເບິ່ງຂອບຕັດເລື້ອຍໆ. ຖ້າພວກເຂົາເບິ່ງຈືດໆ, Regrinds ໃຫ້ພວກເຂົາເພື່ອຮັກສາເຄື່ອງມືໃຫ້ແຫນ້ນ.
ສະເຫມີໃຊ້ຄວາມໄວທີ່ຖືກຕ້ອງແລະອາຫານສໍາລັບເອກະສານແລະເຄື່ອງມືຂອງທ່ານ. ນີ້ຫຼຸດຜ່ອນການສວມໃສ່ແລະເຮັດໃຫ້ໂຮງງານຢຸດຂອງທ່ານທີ່ຫຍາບຄາຍໃນການເຮັດວຽກຕໍ່ໄປອີກແລ້ວ.
ໃຫ້ແນ່ໃຈວ່າຊິບຍ້າຍໄປຈາກພື້ນທີ່ຕັດ. ໃຊ້ເຄື່ອງເຮັດຄວາມເຢັນຫຼືລະເບີດທາງອາກາດເພື່ອຊ່ວຍໃນການອົບພະຍົບຊິບ.
ຮັກສາເຄື່ອງຈັກຜະລິດຂອງທ່ານໄວ້ໃນຮູບຊົງທີ່ດີ. ເຄື່ອງທີ່ມີການວັດແທກທີ່ດີຫຼຸດຜ່ອນການສັ່ນສະເທືອນແລະສວມໃສ່ທີ່ບໍ່ເທົ່າກັນ.
ຈັດການກັບເຄື່ອງມືຂອງທ່ານດ້ວຍການດູແລ. ຫຼີກລ້ຽງການລຸດລົງພວກມັນຫລືໃຊ້ການຕັ້ງຄ່າທີ່ບໍ່ຖືກຕ້ອງ.
ຄໍາແນະນໍາ: ການບໍາລຸງຮັກສາເປັນປົກກະຕິຂະຫຍາຍຊີວິດຂອງໂຮງສີຂອງທ່ານທີ່ຫຍາບຄາຍຂອງທ່ານແລະຮັກສາການປະຕິບັດງານຂອງທ່ານໃຫ້ສູງ.
ທ່ານຕ້ອງການໃຫ້ໂຮງງານສິ້ນສຸດຂອງທ່ານທີ່ຫຍາບຄາຍຂອງທ່ານເປັນເວລາດົນເທົ່າທີ່ຈະເປັນໄປໄດ້. ຊີວິດຂອງເຄື່ອງມືຍາວຊ່ວຍປະຢັດເງິນໃຫ້ທ່ານແລະເຮັດໃຫ້ວຽກຂອງທ່ານມີວຽກເຮັດງານທໍາສະດວກສະບາຍ. ຜູ້ຊ່ຽວຊານດ້ານເຄື່ອງຈັກແນະນໍາຫລາຍຍຸດທະສາດເພື່ອຊ່ວຍທ່ານໃນການເອົາໃຈໃສ່ຫຼາຍທີ່ສຸດຈາກເຄື່ອງມືຂອງທ່ານ.
ກໍານົດຕົວກໍານົດການຕັດທີ່ຖືກຕ້ອງ
ສະເຫມີກົງກັບຄວາມໄວຕັດແລະອັດຕາການກິນຂອງທ່ານໃຫ້ກັບເອກະສານທີ່ທ່ານກໍາລັງເປັນເຄື່ອງຈັກ. ຍົກຕົວຢ່າງ, ໃຊ້ຄວາມໄວສູງສໍາລັບໂລຫະປະສົມອາລູມີນຽມ. ໃຊ້ຄວາມໄວຕ່ໍາສໍາລັບສະແຕນເລດ. ສິ່ງນີ້ຊ່ວຍປ້ອງກັນການປ້ອງກັນແລະຫຼຸດຜ່ອນການໃສ່ເຄື່ອງມືໃສ່.
ນໍາໃຊ້ເຂົ້າເຢັນ
ໃຫ້ໃຊ້ເຢັນສະບາຍເພື່ອຮັກສາເຄື່ອງມືຂອງທ່ານໃຫ້ເຢັນແລະເອົາຊິບອອກ. ລະບົບເຮັດໃຫ້ອາຫານວ່າງຄວາມກົດດັນສູງເຮັດວຽກໄດ້ດີທີ່ສຸດ. ພວກເຂົາຊ່ວຍປະຕິບັດຄວາມຮ້ອນແລະຊິບ, ເຊິ່ງຫຼຸດຄວາມກົດດັນຄວາມຮ້ອນໃນເຄື່ອງມືຂອງທ່ານ.
ຮັກສາຄວາມເລິກທີ່ສຸດຂອງການຕັດ
ໃຫ້ເລືອກຄວາມເລິກທີ່ຖືກຕ້ອງຂອງການຕັດສໍາລັບການປະຕິບັດງານແລະວັດສະດຸຂອງທ່ານ. ຫລີກລ້ຽງການຕັດທີ່ມີຄວາມເລິກຫຼືຕື້ນເກີນໄປ. ສິ່ງນີ້ເຮັດໃຫ້ການໂຫຼດຢູ່ໃນເຄື່ອງມືຂອງທ່ານສະຫມໍ່າສະເຫມີແລະປ້ອງກັນການແຕກແຍກ.
ໃຊ້ກົນລະຍຸດກ້າວສູ່ຄວາມກ້າວຫນ້າຂອງເຄື່ອງມື
ທົດລອງໃຊ້ກັບເສັ້ນທາງເຄື່ອງມືຄືກັບການຜະລິດວົງດົນຕີຫຼື ໂຮງງານປະສິດທິພາບສູງ (hem) . ວິທີການເຫຼົ່ານີ້ໄດ້ເຜີຍແຜ່ໃສ່ກັບເຄື່ອງມືໃຫ້ສະອາດແລະຫຼຸດຜ່ອນການປ່ຽນແປງຢ່າງກະທັນຫັນ. ທ່ານໄດ້ຮັບການຕັດທີ່ລຽບງ່າຍແລະມີຊີວິດທີ່ມີເຄື່ອງມືທີ່ຍາວກວ່າ.
ເຄື່ອງມື regrind ປົກກະຕິໄດ້
ເຮັດໃຫ້ໂຮງງານສິ້ນສຸດຂອງທ່ານເຂັ້ມແຂງກ່ອນທີ່ພວກເຂົາຈະມືດເກີນໄປ. ການຈໍາກັດເປັນປົກກະຕິເຮັດໃຫ້ແຄມຕັດແຫຼມຄົມແຫຼມແລະປ້ອງກັນຄວາມລົ້ມເຫຼວຂອງເຄື່ອງມືຕົ້ນ.
ເລືອກການເຄືອບເຄື່ອງມືທີ່ຖືກຕ້ອງ
ໃສ່ການເຄືອບທີ່ກົງກັບວຽກຂອງທ່ານ. ສໍາລັບອຸນຫະພູມສູງ, ໃຊ້ tiLN. ສໍາລັບວັດສະດຸທີ່ບໍ່ມີຕົວຕົນ, ໃຫ້ໃຊ້ DLC. ການເຄືອບທີ່ຖືກຕ້ອງຫຼຸດຜ່ອນຄວາມແຕກແຍກແລະຄວາມຮ້ອນ, ຊ່ວຍໃຫ້ເຄື່ອງມືຂອງທ່ານຍາວກວ່າ.
ປະຕິບັດຕາມນິໄສການເຮັດຄວາມສະອາດທີ່ດີແລະການເກັບຮັກສາທີ່
ສະອາດເຮັດຄວາມສະອາດເຄື່ອງມືຂອງທ່ານຫຼັງຈາກການນໍາໃຊ້ແຕ່ລະຄັ້ງ. ກວດກາພວກມັນເພື່ອຄວາມເສຍຫາຍ. ເກັບຮັກສາໄວ້ໃນບ່ອນທີ່ແຫ້ງແລະປອດໄພໃນການປົກປ້ອງຂອບແລະການເຄືອບ.
ຮັບປະກັນການຖືເຄື່ອງມືທີ່ເຫມາະສົມແລະການຕິດຕັ້ງ
ໃຊ້ຜູ້ຖືເຄື່ອງມືທີ່ເຂັ້ມງວດແລະໃຫ້ແນ່ໃຈວ່າເຄື່ອງມືຂອງທ່ານຕັ້ງຊື່. ນີ້ຊ່ວຍຫຼຸດຜ່ອນການສັ່ນສະເທືອນແລະການແລ່ນຖອຍຫລັງ, ເຊິ່ງສາມາດໃສ່ເຄື່ອງມືຂອງທ່ານໄດ້ໄວ.
ຄໍາແນະນໍາ: ການຜະລິດປະສິດທິພາບສູງ (HEM) ຊ່ວຍໃຫ້ທ່ານໄດ້ຮັບໄຊຊະນະທີ່ສຸດຈາກໂຮງສີທີ່ສິ້ນສຸດຂອງທ່ານ. Hem ໃຊ້ຄວາມເລິກຂອງການຕັດທີ່ມີແສງສະຫວ່າງແລະຄວາມເລິກຂອງແກນສູງຂອງການຕັດ. ທ່ານແລ່ນເຄື່ອງຂອງທ່ານດ້ວຍຄວາມໄວແລະອາຫານທີ່ສູງກວ່າ. ສິ່ງນີ້ເຮັດໃຫ້ເຄື່ອງມືຫຼາຍຂື້ນທີ່ເຂົ້າຮ່ວມໃນການຕັດ, ການກະຈາຍໃສ່ຢ່າງອ່ອນໂຍນ, ແລະຊ່ວຍຫຼຸດຜ່ອນການສັ່ນສະເທືອນ. ທ່ານຈະໄດ້ຮັບຊີວິດການກໍາຈັດວັດສະດຸແລະເຄື່ອງມືທີ່ໄວກວ່າເກົ່າ.
ຫມາຍເຫດ: ກວດເບິ່ງການຕັ້ງຄ່າຂອງທ່ານສະເຫມີກ່ອນທີ່ຈະເລີ່ມຕົ້ນເຮັດວຽກ. ການຕັ້ງຄ່າທີ່ມີຄວາມຫມັ້ນຄົງທີ່ມີຕົວກໍານົດການທີ່ເຫມາະສົມເຮັດໃຫ້ມີຄວາມແຕກຕ່າງຫຼາຍໃນການໃຊ້ເຄື່ອງມືຂອງທ່ານດົນປານໃດ.
ໂດຍປະຕິບັດຕາມຂັ້ນຕອນເຫຼົ່ານີ້, ທ່ານສາມາດເຮັດໃຫ້ຊີວິດຂອງໂຮງງານສິ້ນສຸດຂອງທ່ານສູງສຸດ. ທ່ານຈະໃຊ້ຈ່າຍຫນ້ອຍໃນເຄື່ອງມືໃຫມ່ແລະຮັກສາຂະບວນການເຄື່ອງຈັກທີ່ມີປະສິດທິພາບແລະເຊື່ອຖືໄດ້.
ເມື່ອທ່ານໃຊ້ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍ, ທ່ານຄວນຊອກຫາເຄື່ອງມືໃສ່ເຄື່ອງມື. ການຊອກຫາບັນຫາກ່ອນໄວອັນຄວນຊ່ວຍໃຫ້ທ່ານສາມາດຫລີກລ້ຽງບັນຫາທີ່ໃຫຍ່ກວ່າ. ມັນຍັງເຮັດໃຫ້ວຽກຂອງທ່ານດໍາເນີນໄປໄດ້ດີ. ທ່ານອາດຈະຮູ້ສຶກ ການສັ່ນສະເທືອນຫຼາຍຫຼືໄດ້ຍິນສຽງສົນທະນາ . ບາງຄັ້ງ, ທ່ານຈໍາເປັນຕ້ອງຍູ້ຫນັກເພື່ອຕັດວັດສະດຸ. ພື້ນຜິວຂອງພາກສ່ວນອາດຈະເບິ່ງຫຍາບຄາຍຫລືຫຍາບຄາຍ. ເຄື່ອງຫມາຍເຫຼົ່ານີ້ຫມາຍຄວາມວ່າເຄື່ອງມືຂອງທ່ານສາມາດໄດ້ຮັບການສວມໃສ່.
ນີ້ແມ່ນບາງຢ່າງ ອາການຂອງເຄື່ອງມືໃສ່ເຄື່ອງມື ແລະວິທີການເບິ່ງທີ່:
ສັນຍາລັກຂອງເຄື່ອງມືໃສ່ |
ລາຍລະອຽດແລະວິທີການຊອກຄົ້ນຫາ |
|---|---|
ພື້ນຜິວທຸກຍາກສໍາເລັດຮູບ |
ຫນ້າດິນສະຫງ່າງາມຫຼືບໍ່ເທົ່າກັນ; ກວດເບິ່ງໂດຍການເບິ່ງມັນ. |
ຟັກ |
ຊິບຂະຫນາດນ້ອຍຫລືແຕກຢູ່ເທິງຂອບຂອງເຄື່ອງມື; ເບິ່ງຢ່າງໃກ້ຊິດຫຼັງຈາກການນໍາໃຊ້. |
ການແຕກຄວາມຮ້ອນ |
ຮອຍແຕກຈາກຄວາມຮ້ອນ; ກວດເບິ່ງເຄື່ອງມືແລະເບິ່ງອຸນຫະພູມ. |
ຮອຍແຕກ |
ເຄື່ອງມືຢຸດຢ່າງກະທັນຫັນ; ທ່ານອາດຈະໄດ້ຍິນສຽງດັງຫລືເບິ່ງຄໍາເຕືອນ. |
ດັດທະຍາ |
ຮ່ອງຫຼືເຄື່ອງຫມາຍທີ່ບ່າຂອງເຄື່ອງມື; ຊອກຫາອາການເຫຼົ່ານີ້. |
ຜິດປົກກະຕິສຕິກ |
ຂອບເຄື່ອງມືໂຄ້ງຈາກຄວາມຮ້ອນ; ກວດເບິ່ງຂອບທີ່ອ່ອນຫຼືງໍ. |
ຂອບທີ່ສ້າງຂຶ້ນ |
ໄມ້ໂລຫະໃສ່ຂອບ; ຊອກຫາເອກະສານພິເສດໃນເຄື່ອງມື. |
ພັຍ abrasive |
ເຄື່ອງມືໄດ້ຮັບການຈືດໆຈາກອະນຸພາກທີ່ຍາກ; ສັງເກດຖ້າຕັດແມ່ນຍາກກວ່າ. |
ສວມໃສ່ flank |
ຂອບຂອງ wears ລົງ; ກວດເບິ່ງຄວາມຈືດໆແລະກໍາລັງຫຼາຍທີ່ຈໍາເປັນ. |
ພັຍໃນ Crater |
ຂຸມຂະຫນາດນ້ອຍໃນຫນ້າເຄື່ອງມື; ເບິ່ງຫນ້າດິນສໍາລັບຈຸດສໍາລັບບັນດາຈຸດສໍາຄັນເຫລົ່ານີ້. |
ທ່ານສາມາດຊອກຫາບັນຫາເຫລົ່ານີ້ໄດ້ເລີ່ມຕົ້ນໂດຍການກວດສອບເຄື່ອງມືຂອງທ່ານເລື້ອຍໆ. ສັງເກດເບິ່ງການປ່ຽນແປງໃນວິທີການເຮັດວຽກຂອງທ່ານ. ວັດແທກແລະກວດກາເຄື່ອງມືຂອງທ່ານໃຫ້ຮູ້ເວລາທີ່ຈະທົດແທນມັນ.
ທ່ານອາດຈະມີບັນຫາບາງຢ່າງເມື່ອໃຊ້ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍ. ບັນຫາເຫຼົ່ານີ້ສາມາດເຮັດວຽກຂອງທ່ານຊ້າລົງຫຼືທໍາຮ້າຍພາກສ່ວນຂອງທ່ານ. ບັນຫາທົ່ວໄປແມ່ນການສວມໃສ່ເຄື່ອງມື, chatter, chatter, vibration, ຫນ້າຫຍາບ, ແລະ clogging ຊິບ. ບາງຄັ້ງ, ການນໍາໃຊ້ຄວາມຜິດພາດຂອງການເຮັດຄວາມເຢັນສາມາດເຮັດໃຫ້ເກີດຄວາມຕື່ນເຕັ້ນ. ບາງໂລຫະ, ຄ້າຍຄືເຫຼັກສະແຕນເລດ, ສາມາດຍາກຂື້ນໃນຂະນະທີ່ທ່ານຕັດພວກມັນ.
ບັນຫາສ່ວນໃຫຍ່ເກີດຂື້ນຍ້ອນການຕັ້ງຄ່າທີ່ບໍ່ຖືກຕ້ອງ. ຖ້າທ່ານໃຊ້ ຄວາມໄວຫຼືອາຫານທີ່ຜິດພາດ , ເຄື່ອງມືຂອງທ່ານນຸ່ງອອກໄວ. ຖ້າເຄື່ອງມືຕິດຢູ່ໄກເກີນໄປ, ມັນສາມາດງໍແລະສັ່ນ. ເຄື່ອງທີ່ອ່ອນແອຍັງສາມາດເຮັດໃຫ້ສົນທະນາ. ເພື່ອແກ້ໄຂບັນຫາເຫຼົ່ານີ້, ລອງທົດລອງຂັ້ນຕອນເຫຼົ່ານີ້:
ປ່ຽນຄວາມໄວແລະອາຫານໃຫ້ເຫມາະກັບເຄື່ອງມືແລະວັດສະດຸ.
ຮັກສາເຄື່ອງມືໃຫ້ສັ້ນທີ່ສຸດເທົ່າທີ່ທ່ານສາມາດເຮັດໄດ້.
ຄວບຄຸມຄວາມເລິກທີ່ທ່ານຕັດເພື່ອຫຼີກລ້ຽງເຄື່ອງມືທີ່ຫນັກກວ່າ.
ໃຊ້ມຸມເຄືອບທີ່ຖືກຕ້ອງແລະມຸມ helix ສໍາລັບວັດສະດຸຂອງທ່ານ.
ແບ່ງແບບຫຍາບຄາຍເຂົ້າໄປໃນໃບຜ່ານໄປຫຼາຍຖ້າຈໍາເປັນ.
ໃຫ້ແນ່ໃຈວ່າການຕັ້ງຄ່າຂອງທ່ານແຂງແຮງແລະຫມັ້ນຄົງ.
ກວດສອບແລະເກັບມ້ຽນເຄື່ອງມືຂອງທ່ານເປັນທາງທີ່ຖືກຕ້ອງ.
ຄໍາແນະນໍາ: ການປ່ຽນເຄື່ອງມືທີ່ມັກແລະເຮັດການບໍາລຸງຮັກສາທີ່ດີຊ່ວຍໃຫ້ທ່ານຫລີກລ້ຽງການພັກຜ່ອນຢ່າງກະທັນຫັນແລະເຮັດໃຫ້ວຽກຂອງທ່ານດໍາເນີນໄປຢ່າງສະດວກ.
Chatter ແມ່ນບັນຫາທົ່ວໄປໃນເວລາທີ່ຫຍາບ, ໂດຍສະເພາະໃນຄວາມໄວສູງ. ມັນເຮັດໃຫ້ເກີດການສັ່ນ, ສຽງດັງ, ແລະຫນ້າຜາກ. ທ່ານສາມາດ ຢຸດການສົນທະນາ ໂດຍການເຮັດໃຫ້ການຈັດຕັ້ງຂອງທ່ານແຂງແຮງແລະສະຫມໍ່າສະເຫມີ. ໃຊ້ລະບົບເຮັດວຽກທີ່ເຂັ້ມງວດແລະຮັກສາເຄື່ອງມືໃຫ້ແຫນ້ນ. ເລືອກເອົາ mills ສຸດທ້າຍທີ່ບໍ່ດີກັບແຄມນ້ໍາທີ່ຮັບໃຊ້ ເພື່ອຊ່ວຍໃຫ້ມີການສັ່ນສະເທືອນຕ່ໍາລົງ.
ນີ້ແມ່ນບາງວິທີທີ່ຈະຢຸດແຊັດ:
ປ່ຽນຄວາມໄວ spindle ເພື່ອຫລີກລ້ຽງການສັ່ນສະເທືອນໃນຄວາມໄວທີ່ແນ່ນອນ.
ອັດຕາການໃຫ້ສົມດຸນອາຫານແລະຄວາມເລິກຂອງການຕັດສໍາລັບການຕັດທີ່ກ້ຽງ.
ໃຊ້ການຖູຫີນປີນເພື່ອໃຫ້ກົງກັບກໍາລັງຕັດກັບການຕັ້ງຄ່າຂອງທ່ານ.
ເລືອກເຄື່ອງມືທີ່ມີຮູບຮ່າງທີ່ເຫມາະສົມແລະເຄືອບສໍາລັບວັດສະດຸຂອງທ່ານ.
ຮັກສາເຄື່ອງຂອງທ່ານໃຫ້ຢູ່ໃນຮູບຮ່າງທີ່ດີແລະສ່ວນກົກແຂງ.
ວິທີການ ເຄື່ອງມືແນະນໍາທີ່ສາມາດປັບຕົວໄດ້ ເຊັ່ນການຜະລິດທີ່ມີປະສິດທິພາບສູງເພື່ອຮັກສາການໂຫຼດເຖິງແມ່ນວ່າ.
ຫມາຍເຫດ: ໃຊ້ໂຮງງານຜະລິດຕະພັນທີ່ສິ້ນສຸດຫຼືເຄື່ອງມືທີ່ເຮັດສໍາລັບສະຖຽນລະພາບຊ່ວຍໃຫ້ທ່ານຕັດໄວຂື້ນໂດຍບໍ່ຕ້ອງໃຊ້ງານເພງ.
ຖ້າທ່ານປະຕິບັດຕາມຄໍາແນະນໍາກ່ຽວກັບການແກ້ໄຂບັນຫາເຫຼົ່ານີ້, ທ່ານສາມາດແກ້ໄຂບັນຫາຂອງໂຮງງານທີ່ສິ້ນສຸດທີ່ຫຍາບຄາຍທີ່ສຸດແລະເຮັດໃຫ້ວຽກຂອງທ່ານແລ່ນໄດ້ດີ.
mills ທ້າຍທີ່ຫຍາບຄາຍໃຫ້ທ່ານ ເອົາອຸປະກອນການຫຼາຍຢ່າງໄວ . ພວກເຂົາເຮັດໃຫ້ວຽກງານຂອງທ່ານຫາຍດີຂື້ນແລະຮັກສາເຄື່ອງເຮັດຄວາມສະອາດພື້ນທີ່ຂອງທ່ານໂດຍການທໍາລາຍຊິບເປັນທ່ອນນ້ອຍ.
ແຂ້ວໃຫຍ່ແລະຄວາມຫຍຸ້ງຍາກໃນການຊ່ວຍເຫຼືອເຄື່ອງມືທີ່ຍາວກວ່າແລະເຢັນກວ່າ.
ທ່ານສາມາດໃຊ້ໂຮງສີທີ່ສຸດທີ່ຫຍາບຢູ່ເທິງໂລຫະປະເພດຫຼາຍເສັ້ນ, ຄ້າຍຄືເຫຼັກແລະອາລູມີນຽມ.
ການເລືອກຂະຫນາດທີ່ເຫມາະສົມ, ການເຄືອບ, ແລະຈໍານວນປຸ້ງ ເຮັດໃຫ້ວຽກຂອງທ່ານງ່າຍຂຶ້ນແລະຊ່ວຍໃຫ້ເຄື່ອງມືຂອງທ່ານສຸດທ້າຍ.
ຈືຂໍ້ມູນການ, ຖ້າທ່ານເລືອກແລະນໍາໃຊ້ໂຮງສີທີ່ສິ້ນສຸດທີ່ບໍ່ຖືກຕ້ອງ, ທ່ານເຮັດວຽກໄດ້ໄວແລະໃຊ້ຈ່າຍຫນ້ອຍລົງໃນເຄື່ອງມືໃຫມ່. ລອງໃຊ້ແນວຄວາມຄິດເຫຼົ່ານີ້ເພື່ອໃຫ້ໄດ້ຜົນທີ່ດີກວ່າແລະຮັກສາເຄື່ອງມືຂອງທ່ານໃຫ້ເປັນຮູບຊົງດີ.
ທ່ານໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍທີ່ຈະເອົາວັດສະດຸທີ່ມີຈໍານວນຫຼວງຫຼາຍໄດ້ໄວ. ເຄື່ອງມືນີ້ຊ່ວຍໃຫ້ທ່ານມີຮູບຮ່າງຂອງທ່ານໄວກ່ອນທີ່ທ່ານຈະເຮັດຮອບສຸດທ້າຍ, ລຽບ.
ທ່ານບໍ່ຄວນໃຊ້ໂຮງງານສິ້ນສຸດທີ່ຫຍາບຄາຍສໍາລັບການຈົບລົງ. ມັນເຮັດໃຫ້ພື້ນຜິວທີ່ຫຍາບຄາຍ. ສໍາລັບການສໍາເລັດຮູບລຽບ, ປ່ຽນເປັນໂຮງສີທ້າຍສິ້ນສຸດຫຼັງຈາກທີ່ຫຍາບຄາຍ.
ຈົ່ງສັງເກດເບິ່ງແຄມທີ່ຈືດໆ, ມີແຂ້ວ chipped, ຫຼືດ້ານ rougher ໃນສ່ວນຂອງທ່ານ. ຖ້າທ່ານໄດ້ຍິນສຽງດັງຫລືຮູ້ສຶກສັ່ນສະເທືອນເພີ່ມເຕີມ, ເຄື່ອງມືຂອງທ່ານອາດຈະຕ້ອງປ່ຽນແທນ.
ທ່ານສາມາດຕັດວັດສະດຸຫຼາຍຢ່າງເຊັ່ນ: ເຫຼັກ, ອາລູມິນຽມ, ທາດເຫຼັກ, titanium, ແລະພາດສະຕິກບາງຊະນິດ. ເລືອກເຄື່ອງມືທີ່ເຫມາະສົມສະເຫມີແລະເຄືອບສໍາລັບອຸປະກອນການຂອງທ່ານ.
ຂອບດ້ານການໃຫ້ບໍລິການທໍາລາຍຊິບເປັນຕ່ອນນ້ອຍໆ. ສິ່ງນີ້ຊ່ວຍໃຫ້ທ່ານເອົາຊິບທີ່ໄວຂື້ນ, ເຮັດໃຫ້ກໍາລັງຕັດ, ແລະເຮັດໃຫ້ເຄື່ອງມືຂອງທ່ານເຢັນກວ່າ.
Coolant ຊ່ວຍໃຫ້ເຄື່ອງມືຂອງທ່ານເຮັດໃຫ້ເຢັນແລະເອົາຊິບອອກ. ທ່ານຄວນໃຊ້ coolant, ໂດຍສະເພາະໃນເວລາຕັດໂລຫະປະສົມທີ່ແຂງຫຼືແລ່ນດ້ວຍຄວາມໄວສູງ.
ເກັບຮັກສາແຕ່ລະເຄື່ອງມືໃນກໍລະນີຫຼືເສອແຂນຂອງມັນເອງ. ໃຫ້ພວກເຂົາແຫ້ງແລະສະອາດ. ນີ້ປ້ອງກັນຄວາມເສຍຫາຍແລະການກັດກ່ອນ.
ແມ່ນແລ້ວ, ທ່ານສາມາດໃຊ້ໂຮງສີທ້າຍທີ່ຫຍາບຄາຍໃນເຄື່ອງຄູ່ມື. ໃຫ້ແນ່ໃຈວ່າເຄື່ອງຂອງທ່ານແຂງແຮງພໍແລ້ວແລະກໍານົດຄວາມໄວທີ່ຖືກຕ້ອງແລະອາຫານສັດ.








